Installation Guide: GORE® Universal Pipe Gasket (Style 800)
Installation Guides, United States
GORE® Gasketing Products do not require special assembly practices. However, utilizing industry best practices is always recommended when assembling a bolted flange joint.
1. Select the correct size gasket to match the flange dimensions.
Choose a gasket that matches the pressure class and nominal diameter of the standard flange:


2. Determine Torque Value
To achieve a reliable seal, adequate gasket stress must be applied during installation. The tables provide an estimation of torque for use during assembly of pipe flanges.
Steel Flanges
ASME B16.21 Gaskets in ASME B16.5 Steel Flanges



EN1514-1 Gaskets in EN 1092-1 Type 11 Form B
The German Chemical Industry Association, VCI, provides guidelines for bolted flange joint installation in chemical processing plants. These guidelines are based on a different set of inputs resulting in torque values different from those provided in the Gore EN1514-1 torque table. Gore has reviewed the August 2011 guidelines and supports the use of these VCI torque values when installing GORE® GR Sheet Gasketing.

Glass-Lined Steel Flanges
While it is extremely difficult to generate a single torque table suitable for all glass-lined steel applications, Gore provides a generic torque table that has leveraged field experience and internal testing.
Due to the variation of the glass-lined steel sealing surface by flange manufacturer, the user must confirm that torque values do not exceed the pipe manufacturer’s maximum torque recommendation.


Fiber-Reinforced Plastic (FRP) Flanges
While it is difficult to generate a single torque table suitable for all FRP applications, Gore provides a generic raised face flange torque table that has leveraged field experience and internal testing.
Due to the wide variation of FRP flange materials, designs, and manufacturing processes, the user must confirm that torque values do not exceed the pipe manufacturer’s maximum torque recommendation. Please contact Gore for assistance when considering GORE® Universal Pipe Gasket (Style 800) for other applications, such as flat face flanges and lined/dual laminate piping.


3. Review and Follow Standard Bolted Flange Assembly Practices.
GORE® Gasketing Products do not require special assembly practices. However, utilizing industry best practices is always recommended when assembling a bolted flange joint. Such practices have been developed by ASME, European Sealing Association (ESA), the Fluid Sealing Association (FSA) and the Association of German Engineers (VDI).
- ESA/FSA Gasket Installation Procedures Assuring Joint Integrity and Maximum Safety
- ASME PCC-1 Guidelines for Pressure Boundary Bolted Flange Joint Assembly
- VDI 2200 - Tight flange connections: Selection, calculation, design and assembly of bolted flange connections
- ASME also offers training classes on bolted flange joint assembly
- Multiple organizations also offer EN 1591-4 specified training content for bolted flange joint assembly
Ensure the sealing surfaces are clean, dry, and free of grease.
Position the gasket so that it is centered on the flange (use the bolts as a guide).
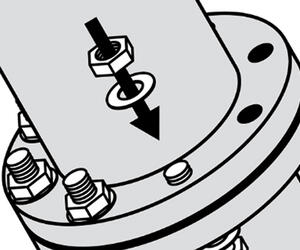
Lubricate the fasteners well. Be sure to lubricate all load bearing surfaces on the bolts, nuts, and washers.
Assemble bolts, washers and nuts on the flange.
Finger-tighten the bolts, moving in a circular direction.
Utilize a calibrated torque device to torque each bolt in a star pattern sequence. Apply the torque in three passes:
- 1st Pass: 30% of Target Torque
- 2nd Pass: 60% of Target Torque
- 3rd Pass: 100% of Target Torque
Apply the torque at 100% of Target Torque in a circular pass. Then wait 4 hours.
Complete the installation by performing circular passes until all bolts have acheived the target torque.
FOR INDUSTRIAL USE ONLY
Not for use in food, drug, cosmetic or medical device manufacturing, processing, or packaging operations.